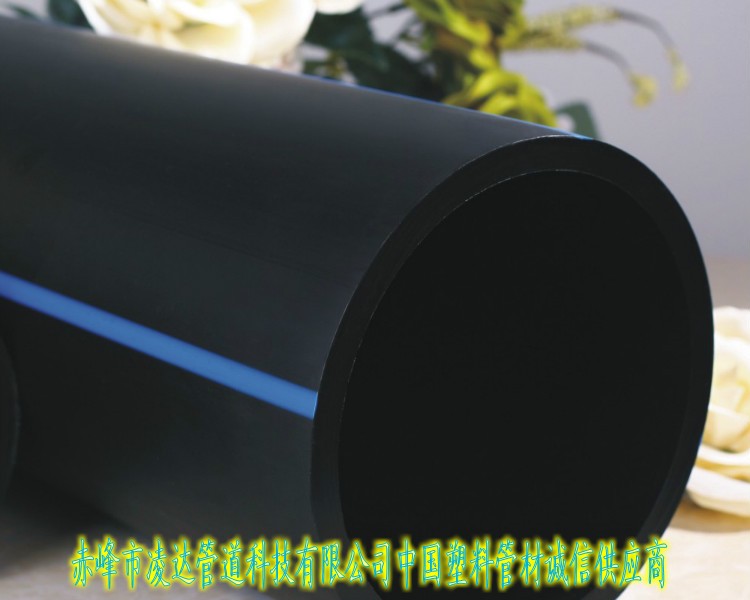
规格支持定制
功能保温,防护
颜色多种颜色
优点耐老化,耐腐蚀,耐磨损,耐高温,化学稳定,施工方便
用途水利工程,排水排污,**工程
PE管具备优良的迅速裂纹增长断裂韧性的特性,PE管产生迅速裂纹增长破坏时,裂纹可以通过100~45m/s的速率迅速扩展到几百米甚至是十几公里,导致长距离管道受损,产生规模性泄露的安全事故,及其事后的点燃发生爆炸或漏水的安全事故。这类安全事故几率并不大,一旦产生这种情况的话危害就会比较大。这近十几年以来,这类破坏方法已被觉得是塑胶天然气输送管中避免的危险因素的安全事故。
对塑胶工作压力管的不断发展而言,避免产生裂纹增长破坏规定的必要性早已**出了对长期性使用寿命抗压强度性能的规定。在目前大种类塑试验料管中,如聚乙烯、聚丙稀、聚氯乙烯管等,做到一定管径时,根据避免迅速裂纹增长破坏所决策的工作压力,一直比由长期性抗压强度问题所决策的工作压力低。
除了上面说的这些情况以外,根据避免迅速裂纹增长破坏的规定决定了工作压力之后,长期性使用寿命规定可自主获得考虑;迅速裂纹增长断裂韧性差的原材料将受到更新换代,无论它的长期抗压强度性能的优越性。
PE管有的时候在不进行使用的时候可能会落上很多的灰尘,甚至在管道当中还会有一些碎屑等杂物影响使用,所以我们在使用之前需要先对管道进行清理,那么接下来我们就来看看是用什么方法清理管道吧。
1.首先在进行清理的时候应该使用压缩空气对管道进行清理,在进行清理的时候温度等都应该保持在40摄氏度以下,避免因为温度过高对管道产生造成损坏。
2.我们在进行清理的时候应该确保管道已经没有和其他的管道等相互接通,也就是说应该避免在进行使用的时候出现其他的一些突况。
3.很多的一些调压设备还有阀门等一般是不需要进行清理的,一般在等待到PE管道清理干净之后安装上去就可以了。
4.还有就是在进行吹扫的时候应该在开阔的地段进行,并且对管道进行加固处理避免出现滚动的情况。
5.还有就是在进行吹扫的时候应该将压力控制在0.3MPa以内进行使用。还有就是在进行吹扫的时候应该确保速度是大于20m/s但是小于40m/s的。
6.在每次给管道进行清理的时候都需要根据管道的实际长度来确定进行清理的介质还有压力等,但是管道在进行清理的时候也是不应该**过500米。
E管在进行焊接的时候是需要使用到的焊接设备的,但是不同的焊接设备焊接的效果也都是不一样的,所以我们在进行使用的时候也都是需要按照正确的方法来进行焊接的,下面我们就来看一下管道对于焊接设备的要求吧。
①设备需要可以满足管道在焊接时所需要的焊接技术性能要求。
②**选择有焊接设备的厂家生产出来的产品,一般在选择的时候还需要对焊接设备的技术指标综合起来进行对比,比如焊机输入的功率、暂载率、主机内部主要组成、外观等都是需要考虑的方面。
③不同的设备其效率、成本、维护保养、维修费用等都是不一样的,PE管焊接设备的选择一定要考虑这些的方面。
④从减轻焊工的劳动强度、提高生产效率这些方面考虑的话,是需要尽可能的选择使用综合性能指标更好一些的设备。
⑤设备在购买了平时进行使用的时候是需要做好维护保养工作的,因为这对于顺利的进行焊接作业、还有提高设备的运转率和确保焊接质量都是很重要的,而且这些方面也都是可以确保操作人员的没有危险。所以焊工在进行操作设备的时候一定要做到正确使用。
对于PE管的连接是有多重连接方法的,如果找不到对自己合适,就了解一下如何对进行焊接吧!
一、PE管焊接前的准备:检查热熔机电源是否接好,铣刀是否能切削,加热板加热是否正常,机架油缸是否运行。
二、焊接:
(1)清除管道端口的污物(油、尘、泥、水)。
(2)将PE管置于机架卡瓦内。
(3)将PE管端面用铣刀盘铣平。
(4)测量机架油缸托动力。
(5)检查加热板温度是否达到温度值190-230之间,常温下为210±10℃。
(6)将加热板放入机架。
(7)减小熔接压力(0.02Mp)。
(8)时间达到后迅速切换。
(9)将压力升高使之达到一定要求,一般为2-3Mp,视油缸托动力而定。
(10)进行保压冷却。
http://ababcd.b2b168.com