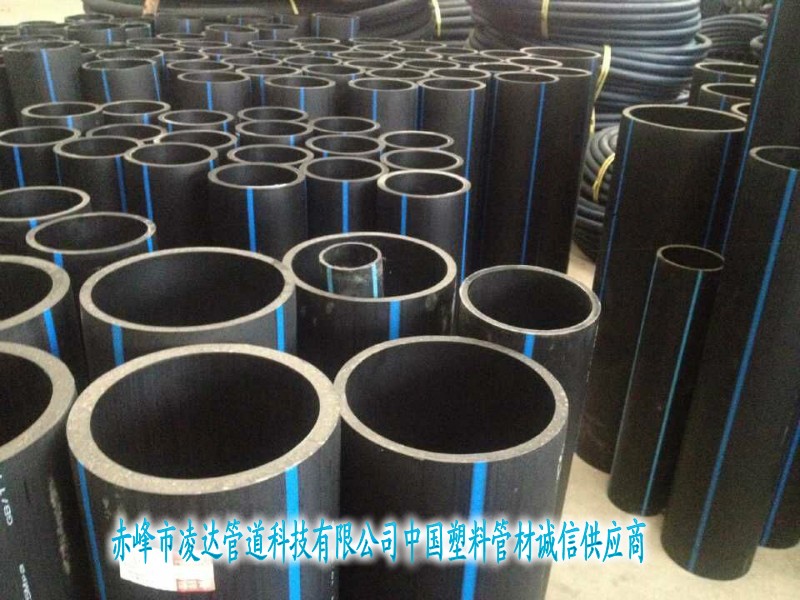
规格支持定制
功能保温,防护
颜色多种颜色
优点耐老化,耐腐蚀,耐磨损,耐高温,化学稳定,施工方便
用途水利工程,排水排污,**工程
PE管在投入使用之前都是需要对其进行检验的,只有这样才可以确保在后续进行施工的时候不会影响整个的施工进程,那么管道具体的检验标准又是什么样的呢。
1、首先来说检验员在进行检验的时候每一卷管道都是需要进行检验的,具体在进行检验的时候其中滴水情况还有爆破压力等都是需要详细的进行检验的,其中壁厚还有宽窄等数据也都应该详细的记录下来。
2、检验员在进行检验的时候还需要对管道进行倒卷检验工作,在这个项目当中所需要检查的内容包括外表还有形状、饱满度等内容,并且需要PE管在检验结束时候将检验的结果记录下来。
3、质检员还应该对部分的产品进行抽检工作,在这个过程当中需要详细的检查其各项数据是否和之前记录的数据相等,并且在进行记录的时候需要确保没有出现乱涂乱盖的情况。
4、在进行压力检验工作的时候首先需要将压力调整到0.1大小的时候,然后在这个时候检查一下滴水是不是比较均匀的,在这种时候如果滴水是比较均匀的那么就可以继续进行爆破压力的测试了,在进行压力测试的时候需要确保压力在0.28以上,如果在进行测试的时候压力低于0.28了那么还需要单对其进行保压实验。
对于PE管的连接是有多重连接方法的,如果找不到对自己合适,就了解一下如何对进行焊接吧!
一、PE管焊接前的准备:检查热熔机电源是否接好,铣刀是否能切削,加热板加热是否正常,机架油缸是否运行。
二、焊接:
(1)清除管道端口的污物(油、尘、泥、水)。
(2)将PE管置于机架卡瓦内。
(3)将PE管端面用铣刀盘铣平。
(4)测量机架油缸托动力。
(5)检查加热板温度是否达到温度值190-230之间,常温下为210±10℃。
(6)将加热板放入机架。
(7)减小熔接压力(0.02Mp)。
(8)时间达到后迅速切换。
(9)将压力升高使之达到一定要求,一般为2-3Mp,视油缸托动力而定。
(10)进行保压冷却。

E管在进行焊接的时候是需要使用到的焊接设备的,但是不同的焊接设备焊接的效果也都是不一样的,所以我们在进行使用的时候也都是需要按照正确的方法来进行焊接的,下面我们就来看一下管道对于焊接设备的要求吧。
①设备需要可以满足管道在焊接时所需要的焊接技术性能要求。
②**选择有焊接设备的厂家生产出来的产品,一般在选择的时候还需要对焊接设备的技术指标综合起来进行对比,比如焊机输入的功率、暂载率、主机内部主要组成、外观等都是需要考虑的方面。
③不同的设备其效率、成本、维护保养、维修费用等都是不一样的,PE管焊接设备的选择一定要考虑这些的方面。
④从减轻焊工的劳动强度、提高生产效率这些方面考虑的话,是需要尽可能的选择使用综合性能指标更好一些的设备。
⑤设备在购买了平时进行使用的时候是需要做好维护保养工作的,因为这对于顺利的进行焊接作业、还有提高设备的运转率和确保焊接质量都是很重要的,而且这些方面也都是可以确保操作人员的没有危险。所以焊工在进行操作设备的时候一定要做到正确使用。

PE管非开挖铺管技术的应用领域很宽,主要用于各种地下管道的铺设、更换和修复。随着非开挖技术的不断成熟,施工技术和设备的不断完善,其应用领域也不断拓宽。当我们进行水压试验后,我们该如何来进行消毒冲洗呢?下面我们具体来看一下吧:
1、PE管道水压试验后,竣工验收前应冲洗消毒。
2、冲洗时应避开用水高峰,以流速不小于1.0m/s的冲洗水连续冲洗,直至出水口处浊度、色度与入水口处冲洗水浊度、色度相同为止。
3、冲洗时应保证PE管路畅通安全。
4、管道应采用含量不低于20mg/L氯离子浓度的清洁水浸泡24h,再次冲洗,直至水质管理部门取样化验合格为止。
http://ababcd.b2b168.com